
以下是我们上传的直缝管直缝钢管优质工艺视频,视频介绍比图文介绍更直观一些,您可以点击观看。
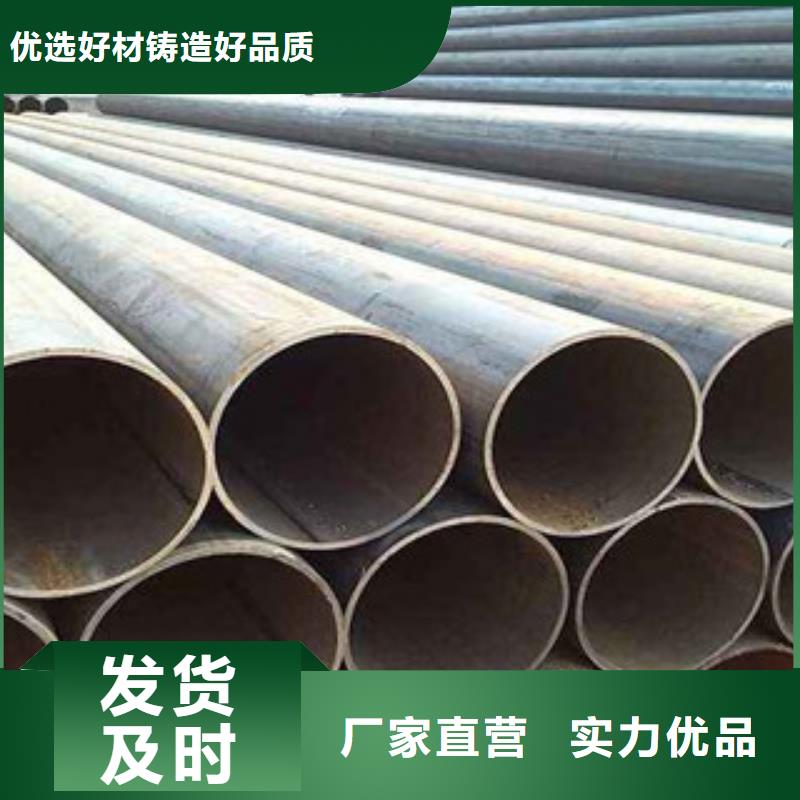
以下是:直缝管直缝钢管优质工艺的图文介绍


深耕 河北邯郸输送流体管行业十年,一直坚持对 河北邯郸输送流体管产品质量的严格把控,售前售中售后的服务。 十年耕耘,让社会各界看到了我们,钢兴钢管 有限公司将继续努力,在 河北邯郸输送流体管领域发光发热!



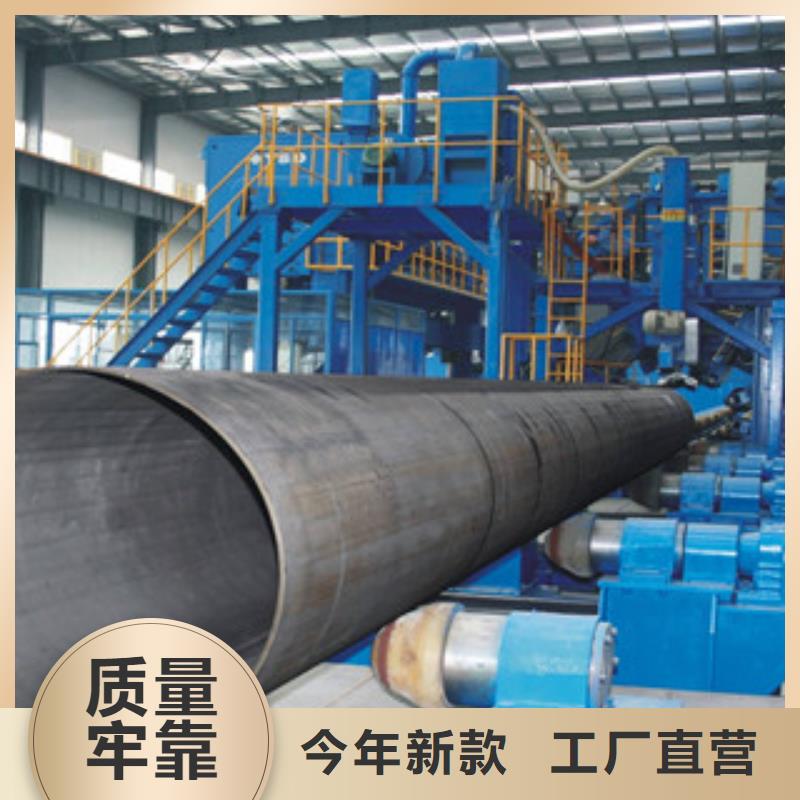
JCOE成型法设备简单,模具较少,更换方便;UOE机组模压成型,JCOE成型后的管筒开口较大,焊后宏观整体应力较大。
通过对比分析UOE管线管和JCOE管线管的生产工艺与生产成本,可得到以下结论:
(1)UOE成型的生产效率高,产能大,但是更换模具周期较长,比较适合生产大批量、单一规格的产品;JCOE生产效率较低,而一套模具可对应多种规格,比较适合生产小批量、多规格的产品。
(2)UOE成型可生产产品的直径壁厚范围都要小于JCOE成型。
(3)从性能上看,UOE管线管相比JCOE管线管有残余应力小、外形尺寸精度高、屈强比小的优点。
(4)生产成本方面,UOE生产线的一次性投资高,为30亿元左右,而JCOE生产线为4亿元左右;二者的成材率基本相同,UOE管线管的加工成本相对JCOE管线管每吨要高200~300元。
通过对比分析UOE管线管和JCOE管线管的生产工艺与生产成本,可得到以下结论:
(1)UOE成型的生产效率高,产能大,但是更换模具周期较长,比较适合生产大批量、单一规格的产品;JCOE生产效率较低,而一套模具可对应多种规格,比较适合生产小批量、多规格的产品。
(2)UOE成型可生产产品的直径壁厚范围都要小于JCOE成型。
(3)从性能上看,UOE管线管相比JCOE管线管有残余应力小、外形尺寸精度高、屈强比小的优点。
(4)生产成本方面,UOE生产线的一次性投资高,为30亿元左右,而JCOE生产线为4亿元左右;二者的成材率基本相同,UOE管线管的加工成本相对JCOE管线管每吨要高200~300元。


埋弧焊直缝钢管机械扩径的工作原理
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。

